お酒好きの方ならば、旅の日程にワイナリー見学やウイスキーの蒸留所見学を組み込んだことがあるのではないでしょうか? 見学することでお酒についての理解が深まって、そのつくり手のお酒が一層好きになりますよね。身近なお酒・本格焼酎の場合もそれは同じ。つくり手に会ってこそ分かること、たくさんあるんです。
ミクソロジスト・南雲主于三さんと巡る南九州・蔵元の旅。第2弾は球磨焼酎をつくる熊本県の「六調子酒造」を訪ねます。芹沢銈介によるラベルが光る〈特吟 六調子〉のほか、国内外で大きな賞を受けた〈大古酒とろしかや〉〈古代一壺〉などの銘柄も知られる六調子酒造。熟成にこそ焼酎の可能性があると信じて、半世紀以上熟成を続けてきた蔵でもあるのです。

昔ながらの酒蔵の奥に眠るホーロータンクたち
道路に向かって間口の広い、木造の建物。木枠にガラスをはめた引き戸に、白い左官壁と大きな瓦屋根。焼酎の蔵元は、今では近代的な工場が多いけれど、きっと昔の蔵元はどこもこんな風に大らかな佇まいだったのだろうなあ! と想像してしまう。熊本県球磨郡錦町の「六調子酒造」。1923年創業のこちらの蔵では、今もこの古い建物の奥で焼酎づくりや熟成を行っている。迎え出たのは代表を務める池邉道人さん。ツイードのジャケットに磨き込まれた革靴、微笑みを浮かべた優しげな顔……。ジェントルマンのお手本のような風貌の池邉さんの先導で、さて蔵の中へ。
南雲さんにとっても、六調子酒造は今回が初めての訪問だ。
「六調子酒造の焼酎は本当に個性的でほかにない。どんな方がどんな場所でつくっているのか見てみたいなあと以前から思っていたんです」
道路側に建つ築100年を超える建物は、看板銘柄が並ぶギャラリーや直売コーナー、事務室や瓶詰めの作業場などがある、いわゆる事務棟。六調子酒造のお酒が生まれるのはこの裏手にある2階建ての作業場だ。窓のない1階の薄暗さに目が慣れてくると、紺青色の大きなホーロータンクが、空間のずっと向こうまでいくつも並んでいるのが見えてくる。池邉さんが話す。
「気温や湿度が比較的安定した1階は全て貯蔵庫。ホーローを中心としたタンク貯蔵分はこの階に置いています。我々六調子酒造では、樽の色や香りがしっかりと出る樽熟成と、そして外的な影響を一切与えずにお酒だけの力でピュアに熟成していくタンク熟成を両輪で行ってきました。タンクの素材として最も適しているのはホーロー。成分が全く溶け出すことがなく、お酒が純粋にまろやかになっていきます」




南雲さんは現在、SHOCHU NEXTのYouTubeチャンネルで、熟成焼酎で新しいカクテルをつくる企画を行っている。六調子酒造の熟成酒を使う回(リンクはこちら)では、代表銘柄の〈特吟 六調子〉をしきりに「バターのようなコクと甘み」と表現しているのだが、その〈特吟 六調子〉が、まさにホーロータンクの11年熟成だ。“まろやか”という言葉では全く表現しきれないほどのこっくりとした舌触りと甘さ、そして長く続く余韻。タンク熟成の奥深さを感じさせる逸品だが、「この価値を見出してもらうためにも、まずは樽物からかなと思うんです」と池邉さんは話す。
「特に欧米の方には、熟成したお酒なのに色がついていないということが理解できないんですよね。ウイスキーもコニャックも、時間をかけて熟成すると樽由来の焦げ茶色になっていきますし、彼らにとってはその色が熟成期間と価値の証ですから。でも実際、ウイスキーはホーロータンクで寝かせたところで焼酎のようには熟成しないと思います。ホーロータンクの中で、お酒の力だけで深い味わいが出てくるのは焼酎だからこそ。そこのところをいつか海外の方にも分かっていただきたい。でも下地として、まずは焼酎でも樽物から入っていただく必要があると思っています」

蓄積した知見をもとに温・湿度管理される樽
熟成焼酎の価値を世界に知らしめる第一歩になるという、その樽が眠るのは作業場の2階だ。仕込みタンクや蒸留器も並ぶ空間の中央辺りにある、背の低い小屋のような場所。ちょうど背丈ほどの小さなドアを開ける……。と、空間いっぱいにずらりと並ぶ樽! 六調子酒造が持つ樽の数は現在400ほど。この空間は5月から10月にかけて、24時間冷房で温・湿度を管理しているのだそう。
「うちでは昭和30年代頃から焼酎の熟成を行っています。当初、樽熟成に関しては、いろんな情報が錯綜していて、高温にさらした方が早く熟成が進む、いやいや冷涼な場所がいい……といろんな説があったので、我々も樽をいろんな条件の場所に置いて試してみたのです。そうするなかで、冷やした樽の酒質が非常にいいことが分かってきました。それならばまずは樽熟成の先駆者であり、相当の技術を持っている蒸留酒に学ぶべきだと。


それで温度計と湿度計を持ってスコットランドのスコッチウイスキーの蒸留所を巡り、貯蔵庫の温・湿度を計ったんです(笑) 我々のいる人吉とスコットランドは、緯度はかなり違いますが、気候は似たところがある。スコットランドは暖流の影響で緯度のわりには暖かく、人吉は内陸の盆地で冬はかなり冷え込むからです。ただし夏場の人吉は暑く、湿度も高い。そこで夏季には機器で温・湿度の管理をする方法に落ち着いています」
樫樽熟成の原酒をブレンドした米焼酎〈古代一壺〉が2020年の東京ウイスキー&スピリッツコンペティションTWSC2020 〈焼酎部門〉で最高金賞、同じく樫樽熟成の米焼酎と麦焼酎をブレンドした〈大古酒とろしかや〉が国際味覚審査機構(ITQI)で3年連続三ツ星を獲得して殿堂入り。彼らがつくる焼酎の味も、樽を始めとする熟成の力も、世界の折り紙つきというわけだ。

ウイスキーでもブランデーでもなく、焼酎だから出せる味
南雲さんが六調子酒造の看板銘柄をテイスティングした際によく出てくるのが“バニラ”という単語。「熟成によって生まれる米由来の“バニリン”という成分がそのひとつの正体です」と南雲さん。
「六調子酒造のお酒は、常圧蒸留で米の油分を注意深く残し、さらにそれを熟成することで、このバニラ香が大きな魅力のひとつになっているように思います。さらに麹、樽由来の甘さで奥深い味わいが生まれていますね。蒸留・熟成ともに独自の哲学を感じます」
原料や麹の米から生まれてくるバニラ香は、焼酎ならではの魅力だと、池邉さんも話す。
「洋酒の世界でも、樽由来のバニラっぽい香りがあるものがありますが、米から生まれるバニラっぽさは本当に独特。想像を超えてくるような深みがあるんです」


早くから熟成に力を入れ、樽熟成による銘柄、タンク熟成による銘柄、さらに挑戦的なブレンドを行った銘柄とさまざまな熟成焼酎を揃える六調子酒造。決して大きな蔵ではないけれど、だからこそできることを模索し続けたいと池邉さんは話してくれた。
「もろみの段階では、焼酎という蒸留酒は世界一だと思いますよ。たとえばウイスキーだと、もろみは3日でつくる。焼酎ほど手をかけてもろみをつくる蒸留酒はありませんし、蒸留の技術も、どの蔵にも工夫を凝らしたやり方があり、世界のどこにも負けないと思います。ウチはさらに貯蔵熟成についても半世紀以上をかけてノウハウを蓄積してきました。これからはさらにブレンドを究めていきたいですね。今のところは私がちまちまとやっているレベルだけれど、優秀なブレンダーが育てばもっと面白いことができると思っています」
六調子酒造のタンクや樽には、まだまだたくさんの手間ひまかけてつくった原酒が眠っている。ここからさらにどんな味が生まれてくるのか、楽しみに待とう。


六調子酒造の熟成を味わいたい!
半世紀以上をかけて熟成の知見を蓄積してきた六調子酒造。ラインナップのほとんどが熟成を経ているが、タンク熟成の深みを知るには〈特吟 六調子〉が最適。樽熟成やブレンドの妙味を知るなら〈古代一壺〉〈大古酒とろしかや〉を試してみて!

| 特吟 六調子 |
|---|
| 貯蔵 11年(ホーロータンク) 度数 35度 原材料 米・米麹(白麹・黄麹ブレンド) 蒸留 常圧 |
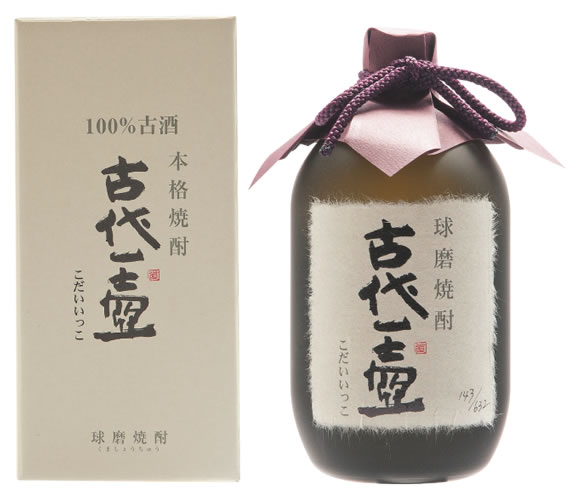
| 古代一壺 |
|---|
| 貯蔵 30年、13年、11年(樽) 度数 38度 原材料 米・米麹 蒸留 常圧 |

| 大古酒とろしかや |
|---|
| 貯蔵 30年、10年以上数種類(樽) 度数 38度 原材料 米・麦・米麹 蒸留 常圧 |

| 六調子酒造 |
|---|
| 熊本県球磨郡錦町西1013 WEB http://rokuchoshisyuzou.sakura.ne.jp/ 創業 1872年 蔵見学 ◯(2021年3月現在、新型コロナウィルス感染拡大のため見学受付は休止中。要問合せ。) ショップ ◯(本社内に直営ショップあり) |