焼酎に少し詳しくなってくると「常圧蒸留」「減圧蒸留」というキーワードを聞くようになりませんか? (かくいうSHOCHU NEXTでも、紹介銘柄のスペックには、味わいを知る手がかりとして蒸留方法を明記するようにしています)
一般に常圧蒸留=香り豊かでどっしりした味わい、減圧=雑味が少なくすっきりした味わいと言われるけれど、正直な話、それってどうしてなのかとか、どういう風に違うの? とか突っ込まれると、納得のいくご回答ができるか心許ないんですよ……。
ならば解明しないわけにはいきません。常圧蒸留も減圧蒸留も手がける蔵元へ……と、樽熟成焼酎の名品〈天使の誘惑〉や、芋焼酎の王者〈富乃宝山〉〈吉兆宝山〉などが知られる鹿児島県の西酒造を訪ねました。蔵を率いる西陽一郎さんによる蒸留をめぐる話は、とびきりの重量級パンチ! 必読です。
美しく調えられた蔵で生まれる焼酎の味
鹿児島市内から少し南に車を走らせたら、今度は西へ向かう。日本一長いという白く美しい砂浜が広がる吹上浜に抜ける一本道は、緑の峠を抜けながら上ったり、下ったり。道をさらに折れて静かな山の中へ。西酒造があるのはその先です。

旅館にでも来ちゃったかな……? と思うような堂々とした数寄屋風の建築の前で迎えてくださったのは、西酒造を率いる西陽一郎さんと、焼酎部門長の田之頭賢二さん。〈宝山〉シリーズや、樽熟成の〈天使の誘惑〉といった西酒造のすべての焼酎は、黒い杉板貼りの美しいこの蔵でつくられています。
「常圧蒸留と減圧蒸留のことを教えてほしいんです!」と門を叩いた私たちに「じゃあまずは蒸留器を見ていただきましょうか」とお二人。連れられて入った蔵のきれいなこと!
広々とした蔵の中は、どっしりとした木の柱に無垢木を貼った床。どこを見ても埃ひとつ見当たらない、武道の道場のようにピリッと緊張感のある空間です。

雑味がなくきりっときれいな飲み口の〈宝山〉シリーズを思い出すような場所なのは、とても興味深いこと。
「私たちには、質のいい原料を最大限に生かしたおいしい焼酎をつくる責任がある。自分たちが毎日立つ、お酒をつくる蔵を徹底的にきれいに保つのはその責任感の現れだと考えています」と田之頭さん。
沸点の違いを利用した蒸留の仕組み
西酒造の焼酎蔵には、蒸留器は現在12基。田之頭さんが続けます。
「現在では少なくなってしまった木桶の蒸留器のほか、常圧蒸留器、減圧蒸留器、兼用タイプ……とさまざまです。さらに、それぞれに設計段階から細かく形を考えたり、独自にカスタムしたりもしている。ひとくちに減圧/常圧といった言い方では表現できないんですよ」

さて、それぞれの蒸留器についてさらにお話を聞く前に、蒸留というプロセスがどういうことを行うものか、先に整理しておきましょう。
①米や麦などに麹菌を生やした麹、酵母、水を甕やタンクなどで発酵(一次仕込み)させたのちに、②芋/米/麦などの主原料を加えて発酵させ(二次仕込み)てつくる③「もろみ」を熱するのが、焼酎の蒸留です。
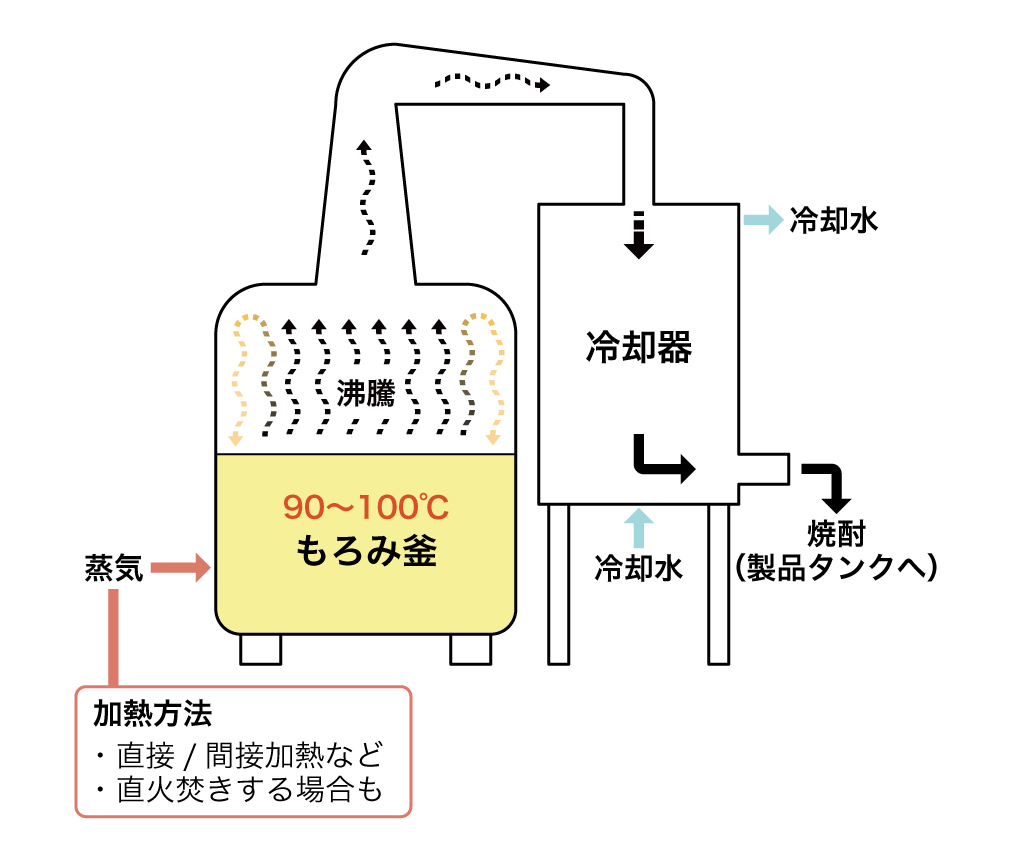
ごくごく簡単に言って、蒸留とは混合物を加熱・蒸発させ、これを冷却して再び凝縮させることによって成分を分離・濃縮する作業です。物体にはそれぞれ沸騰して気体になる「沸点」があり、この違いを利用して成分を分離しています。
焼酎の「もろみ」には水分やアルコールを始めとするさまざまな成分が含まれています。水の沸点は100℃。これに対してアルコールの沸点は78.3℃です。ですから、アルコールと水の混合液を温めると78.3~100℃以下では主にアルコールが蒸発し、100℃を超えると水も一緒に蒸発することになります。
したがって蒸留の初期に出てくるアルコール分は約70度と高濃度。蒸留が進むにつれ、最終的に36度~38度程度の原酒に落ち着きます。
焼酎ができるまでのプロセスはこちらでも解説していますのでご覧ください!
熟成焼酎ができるまで
圧力が下がると沸点も下がる!
さて蒸留に大切な「沸点」ですが、気圧が下がると沸点も下がります。
たとえば気圧の低い富士山の山頂ではお湯は90℃以下で沸騰してしまいます。逆に、圧力鍋で加圧して煮物をすると、高温でも沸騰せずに調理できますよね?
これらはすべて圧力の違いによるものです。
通常の環境と圧力(気圧)での「常圧蒸留」は原初からある蒸留のかたち。ウイスキーのポットスチルも常圧蒸留です。
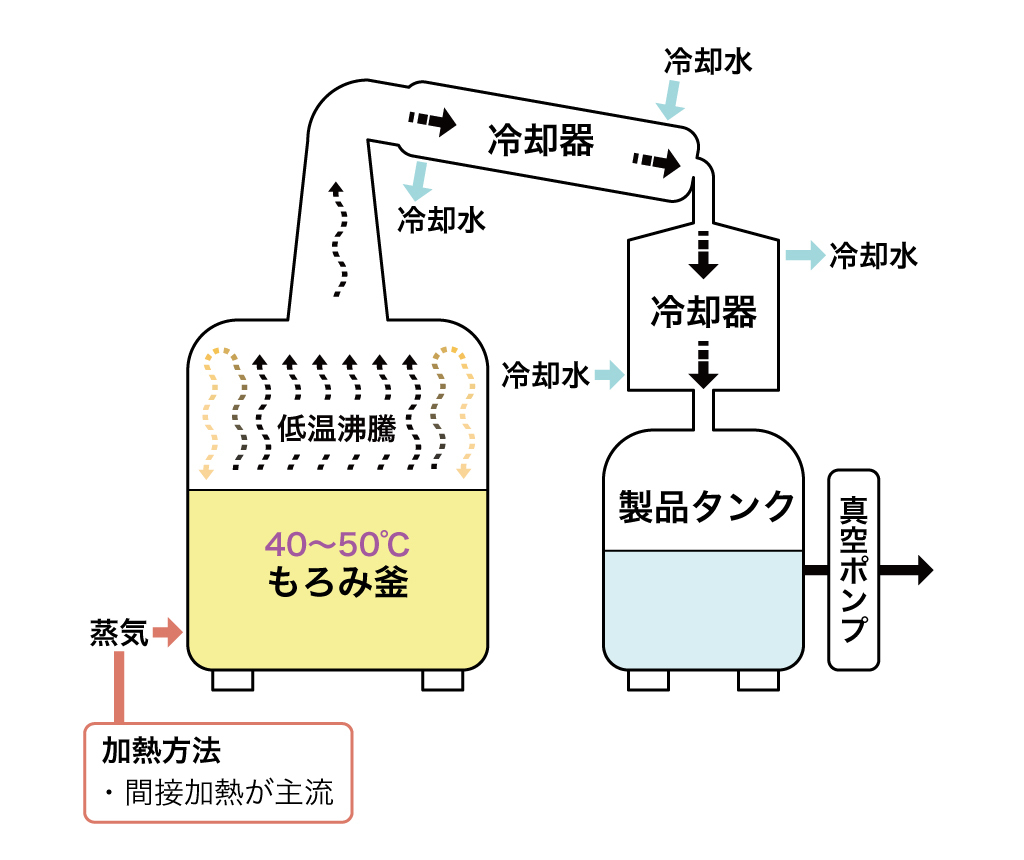
これに対して、焼酎の「減圧蒸留」は、1970年代後半くらいから普及したそう。「減圧蒸留」では、その名の通りに、蒸留釜の内部の気圧を下げ、40~50℃程度の低温で蒸留を行います。
沸点が下がることで、お酒の個性やコク、香りの元ともなるフーゼル油を始めとする高沸点の成分の気化が抑えられます。かつ、熱によって生成される焦げたような香りのもと=フルフラールなどの二次生成物なども少ない。
だから「減圧蒸留」は雑味がない、キレがよい、スッキリしているなどと表現されることが多いのです。
【常圧蒸留】
原料やもろみ由来の香味成分のほか、蒸留時の加熱によって生成される香味成分も蒸留後の原酒に入ってくる。
【減圧蒸留】
沸騰温度が低いため、もろみ中から原酒に移る香気成分は、低温で沸騰しやすい成分の比率が高い。
つくりたいお酒にふさわしい蒸留法を選ぶ
「よく勉強してるね(笑)。でも常圧がどうだ、減圧がこうだというような固定概念にとらわれてほしくないんですよ」と西さん。
えっ! ガタンと音がしてハシゴを外されたような感じ……!
ですがこの強い言葉の裏には、お酒を知り尽くしたつくり手としての、揺るぎない信念が隠されているようです。

「“減圧だからライトなんですよ”とか、逆に“常圧じゃなかったら芋焼酎じゃない”とかって言ったりする人がいるでしょう? それは、単に焼酎の幅を狭めてしまう、よくない見方だと思うからです。そういう玄人ぶったような薀蓄ばかりが広がると、焼酎の飲み手を減らしてしまう。
僕らつくり手から言えば、蒸留だけを語ったところで意味がないんですよ。どんな酵母、どんな麹を使ったどんなもろみで、どんなお酒をつくりたいか。そのためにどの蒸留器を使うか、という話ですから。
たとえば米の吟醸香のするようなもろみを常圧蒸留にかけても無駄です。なぜかというと、常圧ではその香りが飛んでいかないから。沸点が低いからこそ取り出せる香りというものもある。
だから僕は、『常圧蒸留だとどっしり、減圧蒸留だとすっきりした焼酎になります』なんて、君たちが言ってほしいことは絶対に言ってあげない(笑)! 蒸留器をひとつずつよく見てみてください、それぞれに個性がありますよ」
個性豊かな西酒造の蒸留器
というわけで、改めて蒸留器に向き合います。
ずらりと並ぶ蒸留器を順番に見ていくと、確かに、形や細部はそれぞれに違います。釜の部分が、“いかり肩”っぽくカクカクとした形のものがあれば、たおやかな“なで肩”のように緩やかなカーブを描いて落ちる形のものもある。さらに蒸発してきた気体を冷却器に送るわたり(ラインアーム)の部分も太さや角度がまちまちです。




よく見ればわたりの部分だけが銅になっている蒸留器もありますね……。なるほど、いちがいに常圧/減圧(あるいは兼用)の蒸留器というだけでは到底表現がしきれそうもありません!
西さんが話します。
「機械としては、減圧蒸留器の場合、中を真空にして減圧するためのポンプがついています。でもまあその程度の違いじゃないの(笑) 蒸留器の形をこういう風にしたい、あるいはネックの部分の細さをこうしたい……ということは全て僕が設計して作ってもらっています」

「芋焼酎の香りは、もろみをつくるときの酵母によっても大きく変わります。それぞれの香り成分によって沸点は違い、ある温度で沸騰させると飛ぶ香りと飛ばない香りがある。ほかに、Aという香りとBという香りが一緒に飛んだ場合、AがBをマスキングしてBを感じない、ということもあるんです。
常圧蒸留の場合は、香り成分もたくさん飛ぶから味が豊かだと言ったりするけれど、僕がそんなことはないっていうのはそういう意味です。
釜やわたりに、通常のステンレスではなく、銅を使っている蒸留器があるでしょう? あれにも意味があるんです。もろみは熱によっても変異しますが、イオンによっても味が変わる。銅は硫化水素などのオフフレーバーを吸着しますから、それこそ硫黄臭は取り除いてくれます。
だからこそ、僕たちは減圧だからこう、常圧だからこうという捉え方はしない。できた酒はどういう酒になるのか、誰にどこで、どんな器で飲んでもらいたいか……。そこを想像して、どのレンジでどの香りを飛ばすかを考えたうえで蒸留器を選び、蒸留の仕方を選ぶんです」

たとえば西酒造の代表銘柄のひとつとして知られる〈富乃宝山〉は、色褪せることのない芋焼酎の金字塔。柑橘を感じる品のいい香りと、嫌味のないかすかな甘み、柔らかな口当たり……。
“静かなバーカウンターに似合う焼酎、ロックでも楽しめるフルーティーな香りの芋焼酎”を目指して、西さんが蔵で最初に手がけた銘柄のひとつです。
「僕は大学では醸造学科にいたのだけど、同級生の造り酒屋の子どもたちから、”焼酎は蒸留しちゃえばなんでも一緒”と焼酎が下に見られている気がして、それがイヤでさ(笑)。焼酎の固定概念を壊したかった。今日は蒸留の話だから蒸留法を言うとすれば、〈富乃宝山〉は最初は常圧蒸留で、途中で減圧蒸留に切り替えます。でも、蒸留のことだけ話してもしようがないんだよね」

西さんの言葉の通り、〈富乃宝山〉は確かに、いくつもの“それまでの焼酎にはなかったこと”を成し遂げた焼酎です。酵母は“吟醸酵母”という、酢酸イソアミルやカプロン酸エチルなどのフルーティーな吟醸香を出すものを使い、かつこの酵母が動きやすい環境をつくるために、主に日本酒づくりで使われる黒麹や白麹のようにクエン酸を生成しない黄麹を使う。さらに「どの香りをどのレンジでとるか」を考えた結果の常圧と減圧の可変蒸留……。
これらすべてが、西さんが〈富乃宝山〉の香りと味わいを目指して描いたお酒の設計図に必要な、欠かすことのできないプロセスというわけです。
「だってさ、蒸留で華やかな香りをとろうと思うなら、もろみの時点で低温で発酵させていないとだめなんですよ。少しでも手を抜いてもろみの温度が上がったら、目指す香りの成分はなくなってしまうから、たとえ低温で減圧蒸留したところでその香りをとることはできない。そんなことでは〈富乃宝山〉は普通の焼酎になってしまうんです。
お酒づくりは、本質がわかってくると、製造業というより飲食店のシェフと一緒だと思います。どういう環境でどんな風に飲んでもらうかをイメージしながら、農家の方々が大切に育ててくださった素材を、敬意を持って加工する。その気持ちをお酒で表現するところにこそ、クリエイティビティがあると思うんです。
だから何度も言うけれど、減圧/常圧がどうこう、なんて言って飲まないで(笑)! クリエイティビティを感じながら楽しく飲んでもらえれば、それでいいんですよ」

最初から最後まで、西さんの切れ味鋭いお話に圧倒されっぱなしの今回の取材。「常圧/減圧なんて気にせず、自由に飲んで」という言葉、心にしっかと刻まれました。
薀蓄から解き放たれて陽気で愉快に飲める人、そして本当においしいお酒に出会ったときには、手放しに「おいしい!」と喜べる人こそ、真のお酒好き。そういう人が増えたら、日本のお酒はもっともっと楽しくなりそうですね。
西酒造の味を楽しみたい!
キリリと美しい蔵で、まっすぐな信念に支えられた人たちがつくるお酒、飲んでみたいですよね? 代表銘柄をふたつご紹介します(蒸留方法も懲りずに記しますよ!)。

| 富乃宝山 |
|---|
| 【芋焼酎】 度数 25度 原材料 薩摩芋(鹿児島県産 黄金千貫)・米麹(黄麹/国産米) 蒸留 常圧 |
| 天使の誘惑 |
|---|
| 【芋焼酎】 貯蔵 7年・樫樽/シェリー樽 度数 40度 原材料 芋(黄金千貫)、米麹(白麹) 蒸留 常圧 |

| 西酒造 |
|---|
| 鹿児島県日置市吹上町与倉4970-17 WEB https://www.nishi-shuzo.co.jp 創業 1845年創業 蔵見学 不可 ショップ なし |